Für eine Portalanlage wurde ein Positionier- und Bohrendeffektor zur automatisierten Vormontage von Versteifungselementen (Cleats) an Integralspante aus CFK neu entwickelt.
(Quelle: Fraunhofer IFAM)
Automatisierung ist eine der wichtigsten Strategien, um die Effizienz in der Produktion zu steigern.
Der für eine Portalanlage neu entwickelte Positionier- und Bohrendeffektor zur automatisierten Vormontage von Versteifungselementen (Cleats) an Integralspante aus CFK zur Herstellung von Flugzeugrümpfen ermöglicht Produktionsratensteigerungen sowohl bei gleichbleibender Qualität als auch zu geringeren Kosten.
Die bisherige manuelle Fertigung benötigt darüber hinaus mehr Prozessschritte.
Alternativ ist die Aufnahme des kompakten Endeffektors auch durch Standard-Industrieroboter möglich.
Automatisierung ist eine der wichtigsten Strategien, um die Effizienz in der Produktion zu steigern. Für eine Portalanlage wurde ein Positionier- und Bohrendeffektor zur automatisierten Vormontage von Versteifungselementen (Cleats) an Integralspante aus CFK neu entwickelt. Die Lösung ermöglicht Produktionsratensteigerungen sowohl bei gleichbleibender Qualität als auch zu geringeren Kosten. Die von den Experten für Automatisierung und Produktionstechnik des Fraunhofer-Instituts für Fertigungstechnik und Angewandte Materialforschung IFAM in Stade im »Impuls«-Teilprojekt »Tempo« (»Technologien für die effiziente Montage und Produktion von CFK-Rumpfkomponenten«) entwickelten Automatisierungslösungen wurden bereits in seriennaher Umgebung an einem maßstabgetreuen Prototyp validiert, sodass das Projekt in diesem Jahr erfolgreich abgeschlossen wurde.
Vormontage: Integralspante aus CFK
Spante sind die querversteifenden Elemente im Flugzeugrumpf. Durch den Einsatz von CFK und der neuartigen integralen Bauweise von Flugzeugrümpfen im A350 lassen sich Gewicht und Produktionsschritte einsparen. Zusätzliche Versteifungselemente (Cleats) sind erforderlich, um seitliches Beugen der Spante zu verhindern. Die bis zu 6 Meter langen Integralspante unterscheiden sich alle geometrisch voneinander, sodass eine spezielle Formschablone je Spant nötig wäre, um die Bauteile mit Cleats mit Toleranzen bis zu 0,2 Millimeter manuell zu bestücken. Diese Schablonen sind teuer und aufwendig in der Handhabung. Zusätzlich bedingen die manuelle Cleat-Zuführung und Vormontage große Varianzen. Umfangreiche Vermessungsschritte an den gefügten Teilen zur exakten Positionsausrichtung wären zudem unerlässlich.
»Das Projekt 'Tempo' stellte uns vor die Herausforderung, die Prozessschritte so zu automatisieren, dass sowohl die Zeitdauer als auch die Komplexität des Prozesses reduziert werden«, erläutert Projektleiter Leander Brieskorn vom Fraunhofer IFAM. »Die Cleats sollten automatisiert aufgenommen und dem Spant zugeführt werden. Zur Vernietung von Spant und Cleat miteinander galt es, anschließend durch beide Bauteile zu bohren. Dies erreichten wir, indem der Spant durch unseren neu entwickelten Endeffektor mit Cleats hochpräzise ausgestattet wurde. Zudem wurde der Spant spaltfrei in unserer seriennahen Rumpfmontageanlage in Stade an die Rumpfschale montiert«, so Brieskorn weiter.
(Integralspante: Der vom Fraunhofer IFAM in Stade entwickelte Positionier- und Bohrendeffektor während der automatisierten Positionierung eines Cleats an den Integralspant. Bildquelle: Fraunhofer IFAM)
Integralspante automatisiert vormontiert mit Positionier- und Bohrendeffektor
Der entwickelte Positionier- und Bohrendeffektor erfüllt die Aufgaben der Aufnahme von unterschiedlichen Cleats, deren Positionierung an verschiedene Integralspante und der zeitgleichen doppelten Bohrung beider Bauteile. Der kompakt gebaute Endeffektor lässt sich sowohl von der eingesetzten Portalanlage als auch von Standard-Industrierobotern aufnehmen. Für die höhere Präzision der Positionierung wird die Portalanlage ausgewählt. Der Integralspant wird auf Stelzen unter dem Portal aufgespannt und kann über mehrere mechanische Einstellmöglichkeiten im Raum orientiert werden. Der Endeffektor hat eine symmetrische Halterung, mit welcher er Cleats von unterschiedlicher Ausrichtung aufnehmen und festklemmen kann. Über federgedämpfte mechanische Anschläge fährt er die jeweiligen Fügepositionen lokal präzise an. Während das Versteifungselement Cleat von oben auf die Integralspantfläche abgesetzt und beide Bauteile über eine eingebaute Mechanik geklemmt werden, geschieht der Bohrprozess von der Spantrückseite, um Ausfransungen des CFK zu vermeiden. Eine Absaugung nimmt die entstehenden Bohrstäube auf. Sind die Bauteile gebohrt, sind die Positionen der Cleats am Spant definiert. Die Cleats können daraufhin mit dem Spant vernietet werden.
Steuerung des Endeffektors
Der Endeffektor lässt sich über eine Anlagen-SPS steuern und erhält seine globalen Lagedaten aus eingelesenen CAD-Daten der Bauteile. Über eine vorgelagerte schnelle Einmessung mittels Lasertracker wird die neue Montagesituation angepasst. Die neuartige Technologie ermöglicht einen prozesssicheren Ablauf und eine hohe Positioniergenauigkeit. Es muss dazu nur der Prozessstartknopf an einem Bedienpult gedrückt werden, alles Weitere erfolgt automatisch. Die eigens entwickelte benutzerfreundliche Bedienoberfläche mit selbsterklärenden Bildern zur Erleichterung der Eingabe gestattet es auch unerfahrenen Mitarbeitenden, sich schnell in die Steuerung des Systems einzuarbeiten.
Stand: 16.12.2025
Es ist für uns eine Selbstverständlichkeit, dass wir verantwortungsvoll mit Ihren personenbezogenen Daten umgehen. Sofern wir personenbezogene Daten von Ihnen erheben, verarbeiten wir diese unter Beachtung der geltenden Datenschutzvorschriften. Detaillierte Informationen finden Sie in unserer Datenschutzerklärung.
Einwilligung in die Verwendung von Daten zu Werbezwecken
Ich bin damit einverstanden, dass die WIN-Verlag GmbH & Co. KG, Chiemgaustraße 148, 81549 München einschließlich aller mit ihr im Sinne der §§ 15 ff. AktG verbundenen Unternehmen (im weiteren: Vogel Communications Group) meine E-Mail-Adresse für die Zusendung von redaktionellen Newslettern nutzt. Auflistungen der jeweils zugehörigen Unternehmen können hier abgerufen werden.
Der Newsletterinhalt erstreckt sich dabei auf Produkte und Dienstleistungen aller zuvor genannten Unternehmen, darunter beispielsweise Fachzeitschriften und Fachbücher, Veranstaltungen und Messen sowie veranstaltungsbezogene Produkte und Dienstleistungen, Print- und Digital-Mediaangebote und Services wie weitere (redaktionelle) Newsletter, Gewinnspiele, Lead-Kampagnen, Marktforschung im Online- und Offline-Bereich, fachspezifische Webportale und E-Learning-Angebote. Wenn auch meine persönliche Telefonnummer erhoben wurde, darf diese für die Unterbreitung von Angeboten der vorgenannten Produkte und Dienstleistungen der vorgenannten Unternehmen und Marktforschung genutzt werden.
Meine Einwilligung umfasst zudem die Verarbeitung meiner E-Mail-Adresse und Telefonnummer für den Datenabgleich zu Marketingzwecken mit ausgewählten Werbepartnern wie z.B. LinkedIN, Google und Meta. Hierfür darf die Vogel Communications Group die genannten Daten gehasht an Werbepartner übermitteln, die diese Daten dann nutzen, um feststellen zu können, ob ich ebenfalls Mitglied auf den besagten Werbepartnerportalen bin. Die Vogel Communications Group nutzt diese Funktion zu Zwecken des Retargeting (Upselling, Crossselling und Kundenbindung), der Generierung von sog. Lookalike Audiences zur Neukundengewinnung und als Ausschlussgrundlage für laufende Werbekampagnen. Weitere Informationen kann ich dem Abschnitt „Datenabgleich zu Marketingzwecken“ in der Datenschutzerklärung entnehmen.
Falls ich im Internet auf Portalen der Vogel Communications Group einschließlich deren mit ihr im Sinne der §§ 15 ff. AktG verbundenen Unternehmen geschützte Inhalte abrufe, muss ich mich mit weiteren Daten für den Zugang zu diesen Inhalten registrieren. Im Gegenzug für diesen gebührenlosen Zugang zu redaktionellen Inhalten dürfen meine Daten im Sinne dieser Einwilligung für die hier genannten Zwecke verwendet werden.
Recht auf Widerruf
Mir ist bewusst, dass ich diese Einwilligung jederzeit für die Zukunft widerrufen kann. Durch meinen Widerruf wird die Rechtmäßigkeit der aufgrund meiner Einwilligung bis zum Widerruf erfolgten Verarbeitung nicht berührt. Um meinen Widerruf zu erklären, kann ich als eine Möglichkeit das unter https://kontakt.vogel.de/de/win abrufbare Kontaktformular nutzen. Sofern ich einzelne von mir abonnierte Newsletter nicht mehr erhalten möchte, kann ich darüber hinaus auch den am Ende eines Newsletters eingebundenen Abmeldelink anklicken. Weitere Informationen zu meinem Widerrufsrecht und dessen Ausübung sowie zu den Folgen meines Widerrufs finde ich in der Datenschutzerklärung, Abschnitt Redaktionelle Newsletter.
Durch entsprechende Modifikationen der Cleat-Aufnahme kann der Endeffektor anstelle der eingesetzten Cleats auch geometrisch leicht abweichende Cleat-Typen aufnehmen und diese an unterschiedliche Integralspant-Typen präzise positionieren. Die Genauigkeit der automatisierten Ablage beträgt ± 0,1 Millimeter und übertrifft damit die Genauigkeitsanforderungen um das Doppelte.
Die in dem Positionier- und Bohrendeffektor integrierte Messtechnik dokumentiert exakt den nötigen Anpressdruck von 200 Newton sowie viele weitere Parameter zur Überwachung der optimalen Bedingungen für das Vormontieren der Cleats an den Integralspant. Somit ist eine Online-Qualitätssicherung gewährleistet.
Weitere FuE-Arbeiten im Teilprojekt »Tempo«
Der mit Cleats ausgerüstete Integralspant wurde im Teilprojekt »Tempo« im Technikum des Fraunhofer IFAM in Stade in einer seriennahen Rumpfmontageanlage an der Rumpfschale eingebaut. Die Messung der Fügespalte zwischen Integralspant und Rumpfhaut ergab, dass sie alle kleiner als 0,3 Millimeter waren, wodurch sich eine zusätzliche Spaltfüllung erübrigte.
Der für die Vormontage, Positionierung und das Bohren der Integralspante entwickelte Endeffektor lässt sich durch Anpassungen des Aufnahmesystems auch für die Montage von Bauteilen in anderen Branchen, wie im Windenergieanlagen-, Schienenfahrzeug-, Nutzfahrzeug-, Automobil- oder Schiffbau, einsetzen.
Nach einer Laufzeit von dreieinhalb Jahren endete 2020 das vom Bundesministerium für Wirtschaft und Energie geförderte Forschungsprojekt »Impuls« (»Innovative, mittelfristig implementierbare und kostensparende Lösungen für CFK-Rumpfstrukturbauteile«) samt Teilprojekt »Tempo« (»Technologien für die effiziente Montage und Produktion von CFK-Rumpfkomponenten«); BMWi-Förderkennzeichen: 20W1526F.
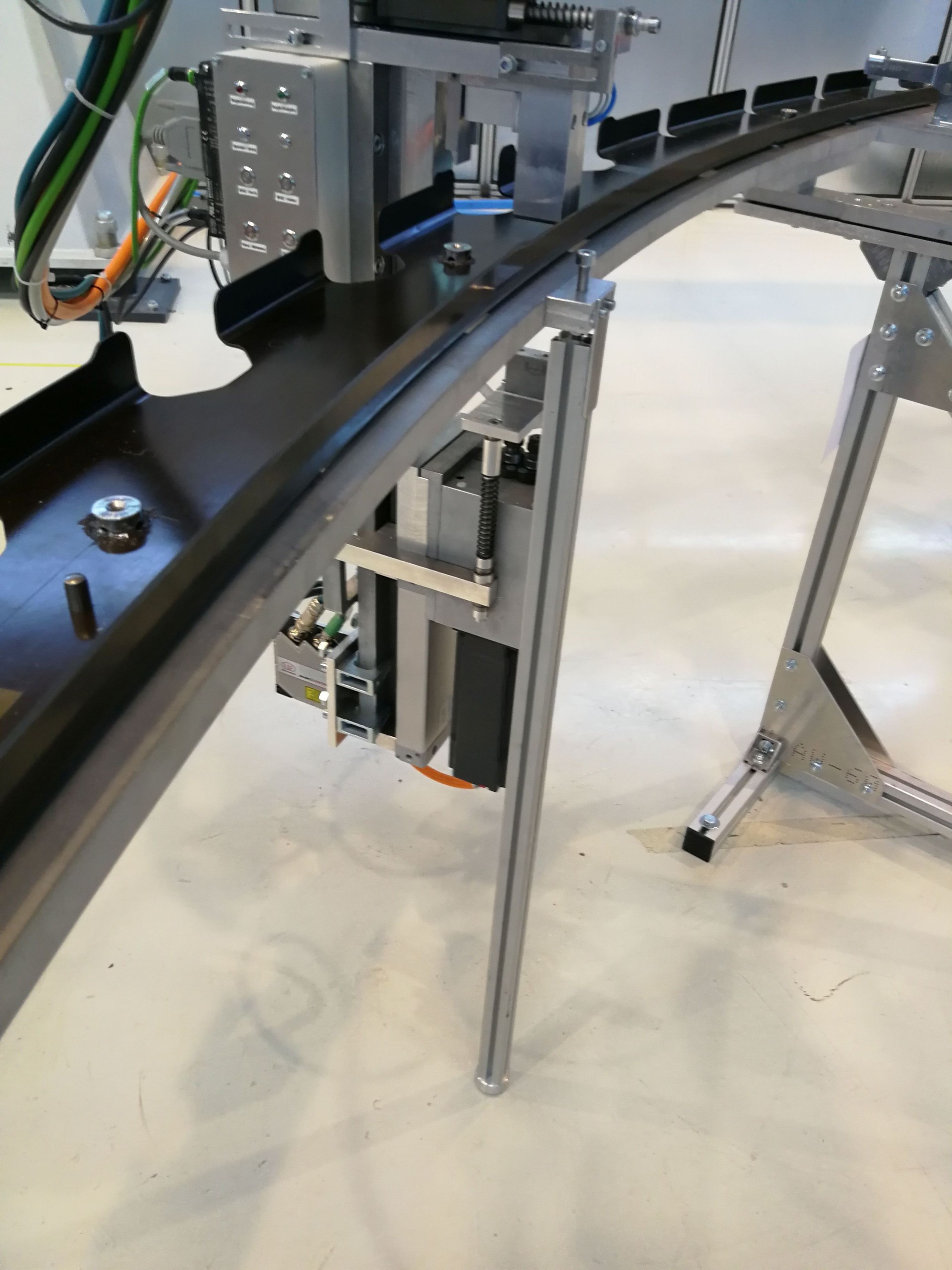
Bild oben: Die von den Experten für Automatisierung und Produktionstechnik des Fraunhofer IFAM entwickelte Automatisierungsumgebung mit Portal und daran angeschlossenem Positionier- und Bohrendeffektor sowie der Spant-Aufständerung zur automatisierten Positionierung und Bohrung des Cleats an den Integralspant.Bildquelle: Fraunhofer IFAM

:quality(80)/p7i.vogel.de/wcms/98/65/9865bb37efa18f890ba0381f5f1ebc1c/flexcompute-cadence-03-20-2026-01-3000x1687v1.jpeg "Symbolbild. (Bild: © ArtemisDiana/stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/90/5a/905ad3ef4029c4f561e92e350a2d01c1/vertiv-ki-fabriken-03-20-2026-01-2560x1439v1.jpeg "KI-Fabriken: Simulationsfähige Modelle für Stromversorgungs- und Kühlungsinfrastruktur beschleunigen die Bereitstellung und minimieren Ausführungsrisiken. (Bild: Vertiv)")
:quality(80)/p7i.vogel.de/wcms/32/3c/323c6832bf58859c693be5be2c2ee783/uds-qiapo-3621x2035v1.jpeg "Der Physiker Peter P. Orth (links) und der Informatiker Markus Bläser erforschen im gemeinsamen Projekt QIAPO mit den Industriepartnern Infineon und BMW sowie dem Quanten-Start-up planqc, wie sich die Vorteile von klassischen Rechnern und Quantencomputern zusammenführen lassen. (Bild: © Thorsten Mohr/UdS)")
:quality(80)/p7i.vogel.de/wcms/30/80/30802bdfc6fec5aeec13c4e7685b9ac6/hexagon-geomagic-03-18-2026-01-1029x579v1.jpeg "Individuell angepasste Einlagen, erstellt mit Geomagic Freeform. (Bild: Mit freundlicher Genehmigung von Advanced 3D, via Hexagon.)")
:quality(80)/p7i.vogel.de/wcms/3a/68/3a68517c209ad45a524cd141cfdf4301/cadfem-antriebstechnik-experten-teaser-03-17-2026-01-1260x709v1.jpeg "Das Systemmodell bildet die Abstrahlleistung über den Hochlauf realitätsnah ab und nutzt dafür reduzierte elektromagnetische und mechanische Modelle. Der Workflow ist modular und lässt sich um Regelung, Applikation und weitere Komponenten erweitern. (Bild: Cadfem)")
:quality(80)/p7i.vogel.de/wcms/fb/ea/fbea636d89f7d81c23fbb4960b81d762/dn-20solutions-asc-03-04-2026-01-3228x1814v1.jpeg "DN Solutions eröffnet das neue Additive Solutions Center Europe in Gütersloh. Abgebildet sind v.l.n.r.: Markus Kottmann (Erster stellvertretender Bürgermeister der Stadt Gütersloh, CDU), Soonhyo Kwon (Leiterin Additive Manufacturing Korea bei DN Solutions) und Dr.-Ing. Vino Suntharakumaran (Vice President Additive Solutions bei DN Solutions). (Bild: DN Solutions)")
:quality(80)/p7i.vogel.de/wcms/59/10/5910b32f2a5f3dc2576866f20048c08f/machineering-iphysics-03-02-2026-01-2487x1400v1.jpeg "Das iPhysics Release 3.6 bietet zahlreiche Neuheiten. (Bild: vanitjan, machineering)")
:quality(80)/p7i.vogel.de/wcms/28/3e/283e08f9b812c4a452ab9f5bd0918680/mum-ai-20act-02-25-2026-01-2729x1536v1.jpeg "KI-generierter Werkzeugkoffer. In bestimmten Anwendungsfällen schreibt der EU AI Act Transparenzpflichten für KI-generierte Inhalte vor. Das Online-Seminar „KI für Einsteiger“ vermittelt grundlegendes Wissen zum Einsatz von KI-Tools, zum verantwortungsvollen Umgang mit KI-Systemen sowie zu den Anforderungen des EU AI Acts. (Bild: KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/86/f7/86f7fdf2dbe51a57f811ed8b4ba140ac/acm-2026-01-201-03-1536x864v1.jpeg "Mit Digitalisierung wächst der Bedarf an Rechenzentren. Drees & Sommer nutzt Autodesk Forma in den frühen Projektphasen. (Bild: Drees & Sommer)")
:quality(80)/p7i.vogel.de/wcms/99/01/99013d36d6a1a4d6998c15e1e1e2a36a/adobestock-1325405458-5760x3238v1.jpeg "Datengrundlagen, Schnittstellen zwischen Planung und Controlling sowie Prozesse neu denken. (Bild: AdobeStock/AndiAzis)")
:quality(80)/p7i.vogel.de/wcms/ad/2d/ad2d6ae5e023dcfffb245544095d0f7d/contelos-intergeo2025-08-18-2025-01-3000x1687v1.jpeg "Symbolbild. (Bild: © Harsha/stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/9e/55/9e55e665d8208b9ee44af7c6c13f8abb/esri-autodesk-20forma-06-26-2025-01-3000x1687v1.jpeg "Symbolbild: GIS-Anwendungen (Bild: © Harsha/stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/40/7c/407cafe8eceed4900fad5ad5a47e0137/autodesk-forma-bmw-03-18-2026-02-2599x1463v1.jpeg "BIM-Planungsmodell der Energiezentrale im BMW Group Werk Irlbach-Straßkirchen, erstellt mithilfe von Autodesk Forma (10/2025). (Bild: BMW Group)")
:quality(80)/p7i.vogel.de/wcms/43/c0/43c07790623cb4556720682ef3d758d1/crm-whitepaper-vegefox-02-04-2026-01-3000x1687v1.jpeg "(Bild: © vegefox.com/stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/9b/25/9b25d3e3eb0a08d218c55e71ff32aa56/aveva-nvidia-ki-fabriken-03-17-2026-01-3111x1748v1.jpeg "Symbolbild. (Bild: © Grispb/stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/b7/e0/b7e06d0e5ef551e347582acbaba61856/bild1-841x473v1.jpeg "Die neue RINGSPANN-Kupplung GHF (li.) ist beidseitig verzahnt, eignet sich für Nenndrehmomente bis 304.538 Nm und gleicht Winkelverlagerungen von bis zu 3,50° aus. Die einseitig verzahnte Variante GHR (re.) überträgt bis zu 116.750 Nm und gleicht Winkelversätze bis 1,75° aus. (Bild: RINGSPANN)")
:quality(80)/p7i.vogel.de/wcms/56/05/56052a8e605cbbec5c42efb31d63f45a/synopsys-edt-platform-03-13-2026-01-1600x899v1.jpeg "(Bild: Synopsys)")
:quality(80)/p7i.vogel.de/wcms/0f/33/0f338f76e17bc7bea4f85a4ed3345520/stratasys-partnerprogrammv1.jpeg "Von links: Industrieller 3D-Drucker Stratasys F900 und automatisiertes FDM-Stützentfernungssystem PostProcess BASE. (Bild: Stratasys)")
:quality(80)/p7i.vogel.de/wcms/bb/ff/bbffd89f72a1f367a68ec0bbd9bf9a94/luft-raumfahrt-grl-andrey-20popov-1576883584-2811x1582v1.jpeg "Symbolbild. (Bild: © Andrey Popov/stock.adobe.com)")
:quality(80)/p7i.vogel.de/wcms/3e/07/3e078c3466d132c4194edd5ec46c3ef2/hm25-13-000704-4000x2250v1.jpeg "(Bild: Deutsche Messe AG)")
:quality(80)/p7i.vogel.de/wcms/ef/68/ef68cf62fcc009cb9ea0f1c7c199036d/ametek-faro-05-07-2025-01-3558x2003v1.jpeg "Symbolbild. (Bild: © oatawa/stock.adobe.com))")
:quality(80)/p7i.vogel.de/wcms/c0/cf/c0cfa4401f981f4b03aa1fbb092a7a41/visualcomponents-omniverse-screencap1-1920x1079v1.jpeg "Das neue Visual Components Omni Experience Add-on bietet Herstellern und Systemintegratoren fotorealistische Echtzeit-Visualisierungen in einem integrierten Viewport. (Bild: Visual Components)")
:quality(80)/p7i.vogel.de/wcms/b6/d5/b6d55bdbbe36dc6f1e33b293226b127b/moblurf-09-19-2025-01-1456x818v1.jpeg "Forschende haben MoBluRF entwickelt: ein zweistufiges Framework, das die Erstellung genauer, scharfer 4D-NeRFs (dynamisches 3D) aus unscharfen Videos ermöglicht, die mit alltäglichen Handheld-Geräten aufgenommen wurden. (Bild: Chung-Ang University)")
:quality(80)/p7i.vogel.de/wcms/1a/b7/1ab75c184a78d2cdaa605b61721c9a48/reichelt-20elektronik-reinwald-08-06-2025-01-3000x1687v1.jpeg "Christian Reinwald, Head of Product Management & Marketing bei Reichelt Elektronik. (Bild: Reichelt Elektronik)")
")
:quality(80)/p7i.vogel.de/wcms/d0/f3/d0f355e9816cb3564d0cec270f6c6403/am-20solutions-eos-nachbearbeitung-20am-f1-2362x1328v1.jpeg "Die Nachbearbeitungslösungen D1 und F1 wurden von AM Solutions und EOS für die EOS P3 Serie entwickelt. Sie bieten einen vollautomatischen Arbeitsablauf, der das Auspacken, Sieben und Mischen von Pulver optimiert. (Bild: Rösler Oberflächentechnik GmbH)")
:quality(80)/p7i.vogel.de/wcms/f9/5e/f95e79209620d316501096cffe0a8c1c/schnaithmann-vc-2025-01-2665x1500v1.jpeg "Montagelinie für Automobildisplays: Übergabeposition zwischen Loop 1 und Loop 2 und Inbetriebnahme-Phase der Linie.
(Bild: Schnaithmann)")